Жоңқаның пайда болуы және оның түрлері — Әр түрлі — Bilim

Жоңқаның пайда болуы және оның түрлері
№9 Меркі колледжі
Арнайы пән оқытушысы
Ауесханова Шинар Ауесханқызы
Сабақтың тақырыбы: Жоңқаның пайда болуы және оның түрлері
Сабақтың мақсаты: Білімгерлерге жоңқа туралы түсінік беру.
Білімділік мақсаты: Білімгерлерге жоңқаның пайда болуы және олардың түрлері туралы түсінік беру.
Дамытушылық мақсаты: Білімгерлердің ақыл-ой өрісін, танымдық және ойлау қабілеттерін дамыту. Сабаққа қызығушылығын арттыру.
Тәрбиелік мақсаты: Білімгерлердің өмірге көзқарасын қалыптастыру, адамгершілікке, әсемдікке, тәрбиелеу.
Сабақтың көрнекілігі: Интерактивті тақта, плакат, суреттер, оқулық
Сабақтың әдісі: түсіндіру, топпен жұмыс
Сабақтың түрі: Аралас сабақ
Сабақтың барысы:
І. Ұйымдастыру кезеңі:
а) Білімгерлермен амандасу
б) Білімгерлерді тізім бойынша тексеру
в) Білімгерлерді күн тәртібімен таныстыру
г) Сабаққа назарларын аудару
ІІ. Үй тапсырмасын тексеру
ІІІ. Жаңа сабақ
Жоңқа — кесу кезінде дайындамадан сылынып дефорацияға ұшыраған металдың ширатылған немесе үгітілген бет қабаты; дайындаманы жонып өңдегенде пайда болатын өте жұқа немесе ұлғақ метал кесіндісі.
Жоңқа бунағы
Жарықшақ жоңқа — өзара байланыспаған бөлек түйір ретінде түсетін жоңқа.
Опырылмалы жоңқа — бөлек элемент түріндегі жоңқалар немесе ішкі жағынан анық көрінетін элементтерге бөлінғен жоңқа.
Ширатылған жоңқа — элементтерғе бөлінбей ширатып шығатын жоңқа.
Жоңқа бунағы — жоңқаны жинауға немесе ұсақтауға, тасымалдауға, сонымен қатар құралдың кескіш бөлігіне арнайы салқындату сұйығын (АСС) жеткізуді жеңілдетуге арналған бунақ.
Ж о ң қ а — металды кесу арқылы өңдеудің қалдық өнімі. Материалдың пластикалық деформацияланып, бүлінуі нәтижесінде жоңқаға айналуы кесумен өңдеу кезінде спецификалық шарттармен өтеді. Бұл металдарды кесу арқылы өңдеуге тән функционалды тәуелділіктерді көрсететін процестің арнайы заңдылықтарын анықтайды.
Әдіпті кесу мен оны жоңқаға айналдыруға негізделген металдарды өңдеудің барлық түрлері мен тәсілдері “металдарды кесу” деген терминмен анықталатын, өңдеудің әртүрлілігін құрайды. Кесудің барлық түрлері жалпы заңдылыққа бағынады.
Жоңқалардың пайда болу процесі
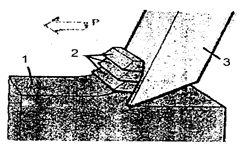
1 — дайындама; 2 — жоңқалар элементтері; 3 — кескіш
Жоңқа түзілу процессі
Өңделетін материалдың химиялық құрамына, структуралық күйі мен механикалық қасиеттеріне, кесілген қабаттың қалыңдығына, аспаптық алдыңғы бұрышына, кесу жылдамдығына және т.б. факторларға байланысты жоңқалар әртүрлі пішін мен түрге ие болады.
И. А. Тиме жоңқаның барлық түрлерін сыртқы түрі мен құрлысы бойынша үш негізгі түрге бөлді. Олар: ығысу жоңқасы, оралма жоңқа және опырылма жоңқа.
Оралма жоңқа — үздіксіз лента сияқты спираль. Ол түзілгенде жылдамдықтың нәтижесінде металл кескіштің алдыңғы бетінен «аққан» сияқты болып көрінеді. Мұндай жоңқа төмен көмертекті болаттарды, мыс, алюминий, қорғасын сияқты пластикалық қасиеті жоғары металдар мен қорытпаларды аз беріліспен, жоғары жылдамдықпен және алдыңғы бұрышының мәні үлкен кескіштермен өңдеген кезде түзіледі. Жоңқаның өңделген беті тегіс болып, жылтырап тұрады, ал жоңқа металдан үздіксіз спираль түрінде бөлінеді.
Ығысу жоңқасы өз алдына жеке-жеке элементтерден тұрады. Мұндай жоңқа мол көміртекті болаттарды орташа жылдамдықпен, үлкен беріліспен және алдыңғы бұрышының шамасы аз кескіштермен өңдегенде түзіледі. Ығысу жоңқасының астыңғы жағы тегіс болады, ал үстіңгі жағы кетіктеніп келген, бір бірімен тығыз байланысқан жеке элементтерден тұрады.
Опырылу жоңқасы әр түрлі формалы ұсақ металл түйіршіктерінен тұрады. Мұндай жоңқа шойын, қола сияқты морттық қасиеті жоғары металдар мен қорытпаларды өңдегенде түзіледі.
Өңделетін материалдың қасиеттеріне және кесу шарттарына байланысты жоңқаның 3 түрі түзіледі: иірмелі, буынды және жарықшақ жоңқасы.
Жоңқа түрлері
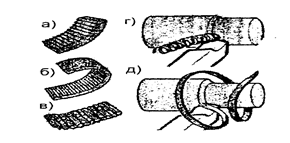
а — опырмалы; б — сатылы; в — жарықшақ; г,д — иірмелі
Иірмелі жоңқа — кесу жылдамдықтары үлкен және кесілетін қабаттың қалыңдығы аз илемді металдар мен қорытпаларды (аз көміртекті болатты, мысты, алюминийді және т.с.с.) кесу кезінде пайда болады. Ол тегіс ішкі (кескіш жанындағы) қабырғасы бар тұтас таспаны білдіреді. Оның сыртқы қабырғасында ара тәрізді әлсіз кетіктер көрініп тұрады. Жоңқаның бетінде оның элементтері арасында шекаралар көрінбейді.
Буынды жоңқа (опыру жоңқасы) кесу жылдамдықтары аз және кесілетін қабаттың қалыңдығы үлкен қаттылығы орташа металдар мен қорытпаларды (қаттылығы жоғары болатты, жездің кейбір түрлерін) кесу кезінде пайда болады (21.9-сурет, б). Ол кескіш жанындағы тегіс қабырғасы бар таспаны білдіреді, оның сыртқы қабырғасында арасында байланыс жоғалмаған элементтер (кетіктер) айқын көрсетілген.
Жарықшақ жоңқасы (элементтік) морт қорытпаларды (шойын, қола және т.с.с.) кесу кезінде түзіледі және өз араларында байланыспаған кездейсоқ пішінді жеке элементтерден тұрады (21.9-сурет, в). Жарықшақ жоңқасы түзілгенде өңделген бет кедір-бұдыр, кетіктерімен және тіліктерімен алынады.
Иірмелі және буынды жоңқаларды ығысу жоңқалары деп атайды, өйткені олардың түзілуі ығысу кернеулерімен байланысты.
Жарықшақ жоңқасын кейде үзу жоңқасы деп атайды, өйткені оның түзілуі созылу кернеулерімен тудырылған.
Жоңқаның сипаты өңделетін материалдың физика-механикалық қасиеттеріне ғана емес, сонымен бірге кесу режиміне, кескіш құрал геометриясына және бірқатар басқа себептерге де байланысты болады. Жоңқаны бір күйден екіншіге, мысалы буынды жоңқаны жарықшақ жоңқасына ауыстыру үшін, кескіш құрал конструкциясына кейбір элементтерді енгізу қажет: жоңқа бұзғыш құрылғылар, табалдырықтар, бөлгіш бунақтар және т.б., дірілдік немесе үзік кесуді қолдану қажет.
Токарлық өңдеудегі қозғалыстар мен беттер
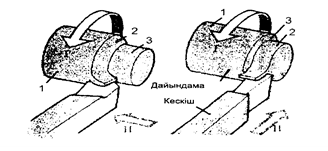
А — сырттай жонуда; б — тіліктеу мен кесіп алуда;
1 — өңделінетін бет; 2 — кесу беті; 3 — өңделінген бет;
І — басты қозғалыс; ІІ — беріліс қозғалысы
Жоңқа дайындаманы өңдеу процесінде оның қуыстарына толуы және оларда, мысалы бұрғылау кезінде тесіктерде қалуы мүмкін.
Дайындамалардан жоңқаны жою үшін әр түрлі тәсілдерді, соның ішінде автоматтық жууды қолданады. Алайда қолданылатын шаралар дайындамадан және станоктан жоңқаларды жою, сондай-ақ оны тасымалдау және әрі қарай қайта өңдеу проблемасын ылғи да толығымен шешпейді. Кесу процесінде түзілетін жоңқа елеулі деформацияға ұшырайды, оның көріністерінің бірі оның ұзындығының азаюы (шөгуі) болып табылады.
Шөгу мынадан тұрады: жоңқаның ұзындығы өңделген беттің ұзындығынан кем, ал қалыңдығы дайындамадан кесілген металл қабатының қалыңдығынан үлкен болады. Бұл кезде жоңқаның ені өзгермейді. Шөгу шамасы шөгу коэффициентімен сипатталады:
К = L0/L = h/h0,
Мұнда:
L0 — өңделген беттің ұзындығы;
L — жоңқаның ұзындығы;
h — жоңқаның қалыңдығы;
h0 — дайындамадан кесілетін қабаттың қалыңдығы.
Металл неғұрлым илемді болса, шөгу коэффициенті соғұрлым үлкен болады. Морт материалдар үшін К ≈ 1, илемді металдар үшін К = 5…7.
Жоңқаның шөгуі өңделетін материалдың қасиеттеріне, кесу режиміне, кескіш құрал геометриясына, кесу шарттарына және т.б. байланысты болады.
Ү. Сабақты бекіту:
1. Жоңқа бунағы
2. Жоңқа түзілу процесі
3. Жоңқаның негізгі түрлері
ҮІ. Сабақты қорыту
Басты қозғалыс — дайындама жасаған айналмалы қозғалыс болып табылады.
Беріліс қозғалысы — бұл кескіштің түсу қозғалысы.
ҮІІ. Білімгерлерді бағалау
ҮІІІ. Үйге тапсырма беру
«Жоңқаның пайда болуы және оның түрлері» тақырыбын оқып меңгеру.
Тест тапсырмасын орындау.
Дереккөз: http://bilim-all.kz/





![]()
![]()